阻焊加工工艺流程及性能要求综述
阻焊油墨(又称防焊油墨、绿油)是覆盖在印刷电路板上永久性的绝缘保护涂层。对于一块制作好线路的裸板,其表面和孔内需要覆盖的绝缘材料有:阻焊油墨、塞孔油墨、文字油墨。
阻焊油墨-覆盖在线路和基材表面
塞孔油墨-填充在需要填充的导通孔内
文字油墨-印制在焊盘周围的阻焊层上

按照加工工艺不同,这些油墨又有不同类型,以市面上成熟的加工工艺为例:
阻焊油墨类型:
1、丝网印刷阻焊2、低压喷涂阻焊3、静电喷涂阻焊
塞孔油墨类型:
1、塞孔树脂2、感光可显影塞孔油墨
文字油墨类型:
1、丝印热固文字2、丝印UV文字3、喷墨打印文字
(关于阻焊油墨及其涂布工艺的创新一直在进行,比如淋涂、辊涂、水性阻焊、阻焊干膜、喷墨打印阻焊等,这些工艺还在研发优化中,目前尚未成为主流工艺。)
PCB裸板制作完成后,即进入阻焊层加工环节,常见流程如下图所示:
备注:
1)塞孔油墨塞孔后,如果是丝印阻焊,可以直接丝印。如果是喷涂阻焊,则需要对塞孔位置溢出的塞孔油进行整平,以防止喷涂时塞孔位聚油和色差缺陷;
2)丝印文字油墨,可在阻焊显影后丝印,也可在阻焊后烤后再丝印。喷印文字必须在阻焊显影后喷印。
对各类油墨的品质性能要求,贯穿在PCB阻焊加工工艺整个流程中。下面就以阻焊加工工艺流程为顺序,来阐述各个环节对油墨性能的要求。
1、基板前处理(又称磨板)
PCB外层线路制作完成,在涂布阻焊层之前,需要对基板表面的铜锈、油污、残渣进行清洁处理,同时还要使干净的铜表面具有合适的粗糙度,以利于阻焊油墨在基板表面的润湿和附着。磨板是阻焊工艺非常重要的环节。
去除基板表面的铜锈、油污、残渣主要靠酸洗、微蚀、水洗等方式。使铜面具有合适的粗糙度,则需要使用各种磨板方式,典型的有:磨刷、火山灰、喷砂、中粗化、超粗化等,这些磨板方式可以单独使用也可以组合使用。
不同磨板方式铜面微观效果图
磨刷
优点:使用寿命长研磨效果适中
缺点:板面易产生耕地式沟槽
火山灰
优点:表面粗糙度大
缺点:均匀性较喷砂差
喷砂
优点:均匀性好
缺点:表面粗糙度较火山灰小
超粗化
优点:表面粗糙度大,均匀性优异
缺点:成本高,易产生色差
不同的磨板方式,在铜面产生的粗糙度是不同的。幅度均匀的粗糙表面,会提高阻焊涂层和铜面的结合力,降低在后续OSP、化金、镀金、化锡、化银等表面处理时的掉油风险。
磨板效果的好坏通常用磨痕宽度和粗糙度来确定,磨痕宽度一般控制在10-15mm,粗糙度一般控制Ra值:0.2-0.4um,Rz值:1.5-2.5um。选用何种磨板方式,除了考虑磨板效果外,还要考虑制造成本、板子结构、线路精细度等因素。
阻焊油墨与铜之间是通过氢键和物理铆合作用连接在一起的。当铜面粗糙度状况不佳时,需要阻焊油墨对铜面具有更优异的润湿铆合能力,才能得到满意的附着力。
我司阻焊油墨从工艺适用性角度开发了不同系列的产品,比如:
常规产品(GK03/09系列)
高耐化产品(GK01S系列)
高耐热产品(GK08系列)
如果使用超粗化前处理磨板,可搭配任意系列的产品,均不会有掉油风险。如果磨板方式只能是磨刷、火山灰或喷砂这三种,那么针对攻击性较强的化厚镍金、电镀金、化锡等工艺就可选用HSR-200GK01S系列高耐化的产品。对耐热要求较高的无铅喷锡板,可选用HSR-200GK08系列高耐热的产品。
PCB在完成磨板后,必须在规定时间内尽快塞孔和涂布阻焊油墨,以防止新鲜铜面受潮氧化。新鲜的铜在水分和氧气的作用下会氧化生成氧化铜。油墨如果是覆盖在氧化铜上的,会严重降低开窗边缘阻焊油墨在铜面的附着力,带来一系列的掉油问题。
2、塞孔
塞孔工艺常用的有:专用塞孔油点塞、阻焊面油点塞、阻焊面油连塞带印。
油墨差异
专用塞孔油墨
阻焊面油塞孔
质量固形份
82%以上
70-78%之间
孔内抗裂纹效果
优异
适中
涂膜韧性
高
差
孔内油墨饱满度
高
一般
油墨成本
高
低
生产效率
低
高
对于孔内状态要求不高的设计,使用面油连塞带印也是可以考虑的,一些导通孔孔径大,且密集的板子设计,使用面油塞孔或连塞带印,用于无铅喷锡的表面处理,具有较好的抗空泡性能。
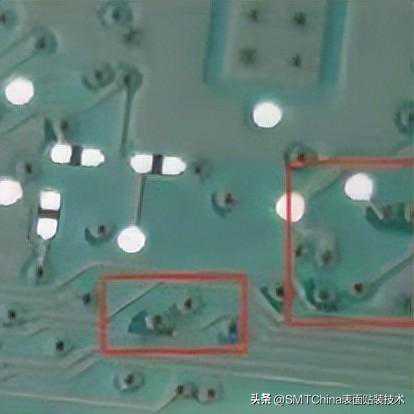
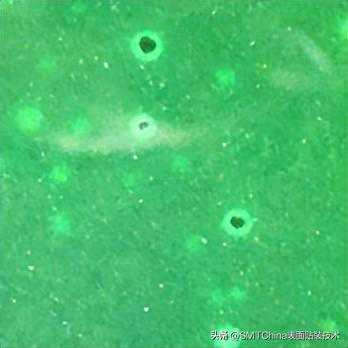
对于必须使用专用塞孔油的场合,选用塞孔油要做好前期的准备工作,目前业内常见问题有:冒油、孔内裂纹、孔口阻焊浮离、孔口空泡、孔口凹陷较深、基材塞孔位颜色深黑、亚光黑油塞孔位光泽较高、白色塞孔油孔内裂纹大等。
冒油
基材位色差
亚黑光泽色差
白油孔裂
孔内裂纹大
孔口空泡
孔口阻焊浮离
孔口凹陷深易藏锡珠
因此选用塞孔油需要注意:
1)和面油颜色、光泽的匹配性,否则会有严重的外观色差问题。
2)板厚超过2.0mm的板,应选用孔内干燥性较好的塞孔油,以防止后烤孔口阻焊浮离和孔内贯穿裂纹。
3)板厚低于0.8mm的板,应选用韧性更好的塞孔油,以减少孔内开裂。
4)孔径大,孔密集的无铅喷锡板,应选用耐热更好的塞孔油,以防止喷锡后孔口阻焊剥离。
5)对于容易出现冒油的板子,也适合选用孔内干燥性较好的塞孔油。
针对油墨塞孔出现的各种品质问题,有些原因是相同的,有些是比较独特的,这些都要求油墨厂家具有较高的理论分析和配方研发能力。
我司已推出了HP01、HP02、HP09三大系列感光塞孔油,可以完全解决上述各种问题。HP01系列还可满足70-90min后固化制程,缩短后固化时间,提高生产效率。
3、涂布阻焊油
塞孔或塞孔整平结束后,即可丝印或喷涂阻焊面油。丝印和喷涂各有优劣,因油墨施工特性差异较大,需要使用专用丝印或喷涂油墨。对膜厚控制精度要求较高的场合,不建议使用喷涂油墨工艺。
3.1、丝网印刷
丝印过程主要由五个要素构成:丝网、刮刀、油墨、网版、工作台面。
刮刀通过丝印机气缸施加垂直方向的力作用在丝网上,同时刮刀也受到水平方向的力,引导刮刀匀速朝丝网网版的另一端移动,在运动过程中,刮刀承受的压力转加在丝网的油墨上,使油墨通过丝网网孔挤压到板子上。丝印的难点在于预防油墨入孔,通过制作挡点网、按时刮网、按时刷纸可以有效改善油墨入孔问题。
丝网印刷示意图
3.2、喷涂
喷涂阻焊油墨,是指可通过喷涂的方式把油墨涂布在PCB上的产品,阻焊油墨常见的喷涂方式是:低压空气喷涂、静电喷涂。
低压喷涂技术是系统在小于300kPa的压力下(大气压:101.3kPa),通过干燥洁净的压缩空气使低粘度油墨雾化成墨滴,进而涂布在板件表面。低压有利于墨滴更好更多的沉积在基材表面,提高油墨利用率。
静电喷涂是以接地板件为正极,油墨喷涂装置为负极,通过带高压负电的喷杯高速旋转使油墨雾化成粒子墨滴,经过喷枪喷出后带有负电荷。带电的油墨粒子在静电场作用下向板件运动并吸附在板面。喷枪的转速影响油墨的雾化效果,进而影响喷涂后阻焊外观效果。
低压喷涂示意图
静电喷涂示意图
丝印油墨和喷涂油墨主要差异
比较项目
丝印油墨
喷涂油墨
包装规格
1或4KG
15KG
施工粘度
100-200
0.8-2.0/岩田杯30-60秒
施工状态
VOC含量
22-27%
40-45%
触变性
低
高
光泽度
(亮面产品)
高
比丝印略差
阻焊湿膜厚度
35-50um
70-120um
油墨涂布过程是阻焊加工的核心环节,油墨厚度的大小,涂层的均匀性,洁净度等直接影响板子外观品质、产品性能以及下游加工。
厚度过薄:线路或铜面边缘会目视发红,耐热性不足,耐化性下降。
厚度过厚:侧蚀大,增加掉桥隐患,入孔油墨难显影干净,影响贴片封装工艺。
不管丝印还是喷涂工艺,都会常见线路拐角油墨厚度不足的问题(尤其厚铜板),这点除了和油墨印刷厚度、印刷粘度等有关外,还和油墨一些重要的特性指标相关,我司GK02系列产品可针对性的解决此类问题,满足2-3oz厚铜板只需印刷一次阻焊的工艺要求。
4、预烤
预烤是将涂布了阻焊油墨的板子,放入热风循环烤箱,在温度70-80℃,时间30-60min条件下,使油墨湿膜中的有机溶剂挥发形成干膜的过程。阻焊涂层中溶剂的挥发速率先快后慢。预烤温度和时间的设定,要依据不同油墨的生产实际验证出来最佳参数范围。
预烤温度偏高或时间过长,油墨会发生热交联反应,导致显影不净。(阻焊油墨主剂中的树脂和硬化剂中的树脂混合后,在70℃以上的温度长时间烘烤会发生缓慢的热交联反应,导致显影困难)
预烤温度偏低或时间过短,油墨中有机溶剂挥发不彻底,易粘板或产生菲林印。
烤箱风速不够或排风不畅时,会导致油墨难以烤干或垂流现象。
以我司阻焊油墨为例,在我司实验条件下,不同预烤温度和时间数据如下:
实验条件:
1)测试基板尺寸:100mm*150mm,单面印刷阻焊油墨,湿膜35um,无塞孔;
2)质量数据:测试板+油墨总质量;
3)烤箱:台湾志圣热风循环烤箱,烤箱内板子放置不密集,溶剂挥发效果好
预烤温度
70℃
75℃
80℃
90℃
预烤前质量(g)
467.54
462.80
468.87
467.64
预烤10min后质量(g)
466.33
462.00
466.40
465.81
预烤15min后质量(g)
466.02
461.53
466.27
465.53
预烤20min后质量(g)
465.96
461.05
466.25
465.53
预烤25min后质量(g)
465.93
460.87
466.23
465.53
预烤30min后质量(g)
465.92
460.62
466.23
465.53
预烤35min后质量(g)
465.90
460.55
466.23
465.53
预烤40min后质量(g)
465.89
460.55
466.23
465.53
预烤45min后质量(g)
465.87
460.55
466.23
465.53
预烤50min后质量(g)
465.87
460.55
466.23
465.53
质量不再变化时间(min)
45
35
25
15
从这个数据可以看出,温度越高,阻焊湿膜中溶剂挥发干净时间越短。实验数据显示70℃*45min、75℃*35min、80℃*25min、90℃*15min表层油墨中的溶剂即可挥发干净。那么在大批量生产中,因烤箱内板子放置较多,溶剂挥发速率降低,再考虑塞孔油墨,实际预烤时间可酌情延长5-10min。目前主流的预烤温度在70-80℃之间,80℃以上温度预烤容易出现油墨烤死现象,不建议使用。
阻焊油墨的粘度,触变性,流动性,消泡能力,体积固形份等指标会直接影响印刷后和预烤后涂膜外观品质,常见有气泡针孔、垂流、线路发红假漏等问题。
气泡针孔问题
线路发红
_
垂流问题
_
预烤后的板子冷却后要及时进行曝光显影,因生产实际需要,板子放置24小时以上再曝光显影也是可以的,但是如果放置区域空气湿度存在某个时间点超过60%的现象,则很容易出现显影不净,尤其孔环边缘的膜厚较薄的阻焊,更容易显影不净。
5、曝光
阻焊曝光工艺是通过紫外光照射,把菲林掩模上的图案转移到阻焊涂层上(或者直接扫描成像),受到紫外光照射的油墨发生光聚合反应,没有受到紫外光照射的油墨不发生光聚合反应,未发生光聚合反应的油墨可被显影药水冲洗掉。
紫外光的本质是一种电磁辐射,紫外光(简称UV)在电磁辐射中的位置是波长在100~400nm范围的光,能量在3.1~12.4eV。(1eV=1.602*10-19J)
紫外光根据波长大小又可分为三个波段:
(1)真空紫外光
波长在100~200nm,能量在12.4~6.2eV,真空紫外光只有在真空中才能传播,在空气中被严重吸收,故在光化学和光固化中无实际应用。
(2)中紫外光
波长在200~300nm,能量在6.2~4.1eV。
(3)近紫外光
波长在300~400nm,能量在4.1~3.2eV。
中、近紫外光又可分为UVA、UVB和UVC三个波段。
(1)UVA长波紫外光
波长315~400nm,能量在3.9~3.2eV。这是大多数光引发剂的最大吸收光谱所处波段,因此是光固化产品最敏感的紫外光波段。
(2)UVB中波紫外光
波长280~315nm,能量在4.4~3.9eV。不少光引发剂在此波长也有较大吸收,是光固化产品可利用的紫外光波段。
(3)UVC短波紫外光
波长200~280nm,能量在6.2~4.4eV。光引发剂在此波段有吸收,对光固化也有一定贡献。
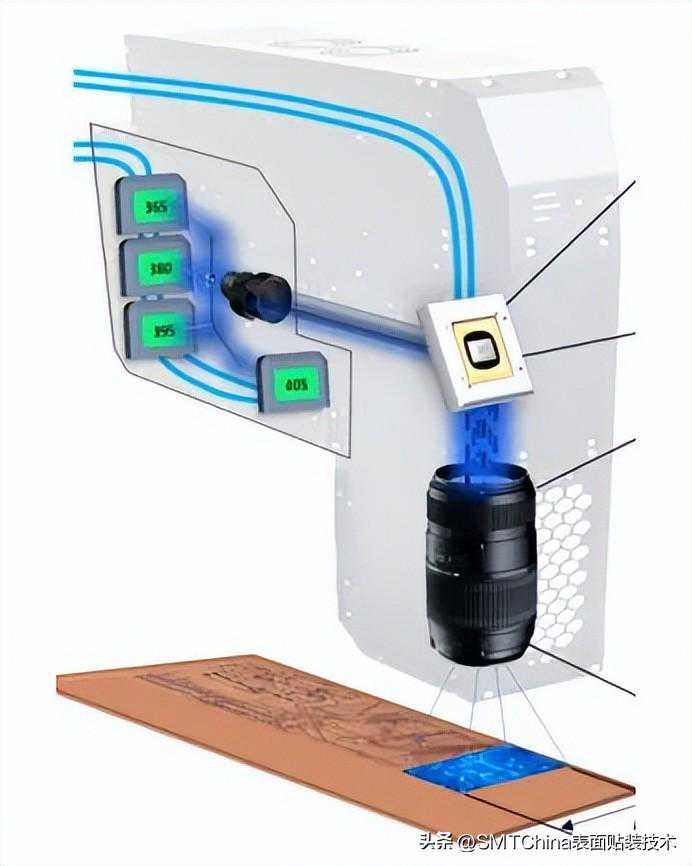
目前市面上常见的曝光机有:CCD曝光机、UV-LED曝光机、DI曝光机。
CCD曝光机是应用时间最长、技术最成熟的曝光机。使用的紫外光发射光源主要是高压汞灯或金属卤素灯,发射的紫外光波长涵盖220-430nm,与大多数光引发剂的吸收光谱相匹配,非常适合光固化油墨的固化。
UV-LED曝光机是比CCD曝光机更节能、灯管寿命更长、使用成本更低的曝光机,使用的紫外光发射光源主要是紫外发光二极管。UV-LED(紫外发光二极管)是一种半导体发光的光源,可直接将电能转化为光和辐射能,紫外光谱集中在365~405nm一个窄带,与常用的光引发剂吸收光谱匹配性不佳。
DI曝光机具有较高的加工精细度,一开始主要用于HDI板内层或外层光致抗蚀剂的曝光,近年来因DMD技术的发展,逐步应用于外层阻焊的曝光,曝光时不需要菲林底片,节省了底片的制作成本,缩短了制程时间。使用的紫外光发射光源也是紫外发光二极管,紫外光谱集中在365~405nm一个窄带。
阻焊油墨的光反应是油墨中的光引发剂受紫外光照射后化学键断裂分解成自由基,自由基引发感光树脂中的双键加成聚合成高分子的过程。一般由链引发、链增长、链转移、链终止等基元反应串、并联而成。
自由基:化学上也称为“游离基”,是指化合物的分子在光热等外界条件下,共价键发生均裂而形成的具有不成对电子的原子或基团。自由基含未配对的电子,所以极不稳定,会从邻近的分子上夺取电子,让自己处于稳定的状态,邻近的分子又变成一个新的自由基,然后再去夺取电子,如此形成连锁反应。
(1)链引发
/第一步光引发剂I分解,形成初级自由基R*
I→2R*
/第二步初级自由基与单体加成,形成单体自由基
(2)链增长
单体自由基打开烯类分子的π键,加成,形成新的自由基。新自由基的活性并不衰减,继续与烯类单体连锁加成,形成结构单元更多的链自由基。
(3)链转移
链自由基可能从单体、引发剂、溶剂或大分子上夺取一个原子而终止,将电子转移给失去原子的分子而成为新的自由基,继续新链的增长。
(4)链终止
自由基活性高,难孤立存在,易相互作用而终止,最终形成高分子聚合物。
阻焊油墨的曝光参数设定通常以曝光尺9-12格所需要的时间和能量为标准,曝光尺是设定曝光机参数,保证油墨聚合度的标尺。(很多曝光机的参数设定中能量设定值差异较大或只有曝光时间设定,因此只能以曝光尺为依据来设定曝光机参数。)
曝光机的种类,油墨感光性的高低会影响曝光的时间和能量设定。每种阻焊油墨需要多少曝光能量是和油墨本身的特性相关的。
油墨所需曝光能量的最低值可通过理论计算得出:
以普通油墨配方为例,假设一款油墨光引发剂用量在4%,油墨密度1.45g/ml,印刷湿膜厚度40um,那么其1cm²的面积上油墨湿膜质量是0.0058g,油墨干膜质量是0.0044g,其中所含光引发剂质量是1.76*10-4g,光引发剂摩尔数是6.3*10-7mol,C-C键断裂键能是3.32*108mj/mol,那么分解这些光引发剂需要的能量是210mj/cm²,这个能量是油墨中光引发剂需要实际吸收到的能量。实际曝光时,菲林底片会阻隔30%的紫外光,油墨中的颜料也会消耗部分紫外光,因此油墨的曝光能量设定值不能低于300mj/cm²。
曝光能量不足时,底层油墨光照不足固化不充分,会导致侧蚀大或隔焊桥脱落。
曝光能量过度时,会导致阻焊长胖,降低阻焊图形的解析度,带来可焊性降低隐患,比如设计宽度3mil的隔焊桥,实际形成的隔焊桥宽度可能达到6-7mil,设计直径20mil的开窗,实际开窗直径可能只有10-15mil。
不同波长的紫外光,其能量不同,波长越短,能量越高。根据爱因斯坦光子理论,E(能量)=hv(普朗克常数*光的频率)=hc(光速)/λ(光的波长)。
不同光引发剂产生活性自由基所需要的能量不同,针对不同的光源类型要匹配合适的光引发剂,油墨才能具有良好的感光性。
目前行业内快速普及的DI曝光机,其节能降本等方面的优点较多,但其发射的紫外光波长为是365、385、395、405nm,对传统油墨的光固化效果差,固化普通阻焊油墨所需要的时间过长,影响生产效率。
使用DI曝光机时,更推荐用高感光阻焊油墨,其只需较低的紫外光能量(≦200mj/cm²),就可使油墨中的光引发剂分解,引发感光树脂聚合并达到满意的聚合度。我司开发的GK01DI系列阻焊油墨,具有较高的感光性,可匹配多种DI曝光机使用。
阻焊油墨曝光结束后,必须在4小时内尽快显影,放置时间过长,会导致阻焊开窗边缘锯齿或显影不净。
6、显影
显影是指将没有发生光反应的油墨去除掉,在板面形成所需要的阻焊涂层图案。
原理反应方程式如下:
显影药水一般是1%碳酸钠或碳酸钾水溶液,显影时温度控制在30±2℃,显影药水压力控制在1.5-2.5kg/cm²。
阻焊油墨的显影时间有一个最佳范围
显影时间过短,会出现板面或孔内阻焊冲洗不干净等问题。
显影时间过长,会出现掉隔焊桥,阻焊开窗边缘侧蚀过大等缺陷。
最佳显影时间以该油墨的显影点来决定,显影点是指板子进入显影段后板面油墨完全冲干净时板子处于显影段内的位置,通常显影点控制在显影段总长度的40%~60%之间。
阻焊油墨的可显影性主要是通过树脂中的羧基(—COOH)与碳酸钠发生酸碱中和反应来实现的。不管是刚涂布后的湿膜还是预烤后的油墨干膜,涂膜表层树脂中的羧基裸露在空气中,当环境湿度较大时,羧基和油墨中的其他成分会更容易和水分子结合形成络合物,导致后续的显影困难。越是油薄的地方,比如孔环边缘,越是难显影。油墨较厚的地方,因油墨底部没有吸水,反而对显影性影响不大。因此阻焊油墨从涂布结束到显影,车间湿度越低,存放时间越短越好。
焊盘显影不净
孔环显影不净
7、丝印/喷墨打印文字
阻焊显影结束后即可丝印或喷印文字油墨,也可在阻焊热固化后丝印,具体采用何种方式,可自行决定。
丝印文字油墨以热固化油墨或光固化油墨为主。喷印文字油墨以光固化或光热双重固化为主。
在显影后的半固化阻焊涂层上:
热固文字油、UV文字油、喷印文字油均具有优异的附着力。
在后固化后的全固化阻焊涂层上:
热固文字油附着力UV文字油喷印文字油
丝印文字油墨在丝印时,为了实现更好的字符解析度,会使用300/325目的丝网来印刷,丝网的孔径在45um左右,容易造成油墨堵网孔的问题,需要油墨的细度越细越好。喷墨打印文字油墨则要求油墨细度必须在1um以内,才能避免堵喷嘴的问题。
文字油墨印刷后字符的清晰度、饱满度、大墨块平整度、附着力、耐热耐黄变等都和油墨性能息息相关。目前我公司开发的HSR-200NC系列热固文字油和IJW系列喷印文字油均具有极佳的下墨效果和综合性能。
文字下墨不好,大墨块有沙眼
文字下墨良好,大墨块平整
8、后固化
后固化,又称后烤,目的是让油墨发生热反应,进一步提高漆膜的交联密度,使漆膜的耐热、耐化学药品、耐高温高湿、绝缘性等各项性能指标达标。
为了实现更好的热固化效果,后烤需要从低温到高温分段烤板,比如60℃*30min+80℃*30min+110℃*15min+130℃*30min+150℃*60min等。分段烤板不仅利于阻焊层热固化的充分度,也利于孔内塞孔油的良好固化。直接150℃固化1小时的热反应率会低于高低温分段固化的热反应率。
我司比较了不同后固化参数的光热反应率,结果如下:(以我司实验仪器测试数据,因设备差异,此结果仅供参考)
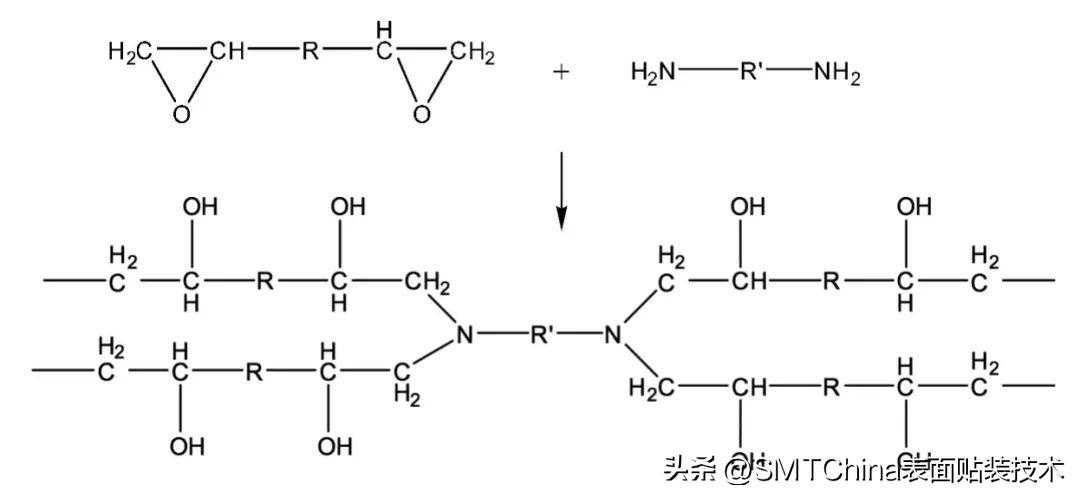
油墨的热反应包括两部分的反应,一是主剂中的感光树脂与硬化剂中的环氧树脂之间的热反应,二是油墨中的热固化促进剂(主要是胺类树脂)与环氧树脂之间的热反应。化学反应式如下:
1)感光树脂与环氧树脂的热交联反应:
2)热固化促进剂与环氧树脂的热交联反应:
9、表面处理
阻焊后固化工艺结束后,阻焊层的加工制作就结束了,下一步就需要对焊盘进行表面涂覆处理,防止铜面被污染、氧化,提高焊盘的可焊性和结合力,保证和元器件连接的可靠性。
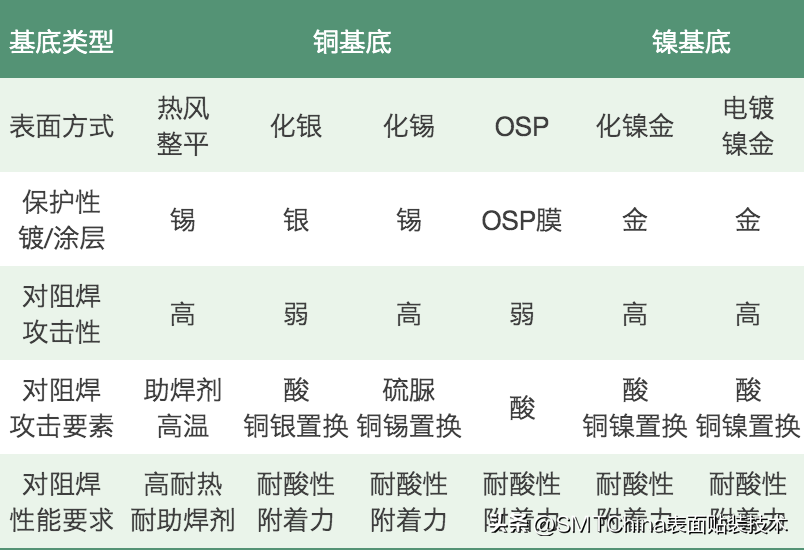
常用表面处理工艺有:热风整平(喷锡、HASL)、有机可焊性保护(OSP)、化镍金(ENIG)、化锡(ISn)、化银(IAg)、电镀镍金等。不论采用哪种表面处理方式,最大作用都是保护焊接面不被氧化、污染,在焊料铺展时能够快速融合,形成质量可靠的焊点。
表面处理时,常常会出现油墨发白起泡或掉油问题。表面处理工艺中的酸、高温、助焊剂等会一定程度破坏开窗位阻焊层与铜面的结合力。
常见表面处理的分类
喷锡空泡
开窗边缘发白
后烤孔口空泡
铜面阻焊发白
阻焊在后烤完至表面处理结束,会出现各种掉油问题,主要表现在:塞孔位、大铜面、线路拐角、开窗边缘。各种掉油问题的原因分析业内已经比较成熟,这里不再做重点介绍。
从油墨的角度,掉油原因就是两个,要么耐热不足,要么耐化不足。油墨的耐热性和耐化性对配方的要求略有差异,但也不是不能统一,优化良好的配方两者可以统一。行业内考虑到成本和实际性能需求,高耐热产品和高耐化产品分开使用也是业内常见的做法。
针对不同的表面处理出现的各种掉油问题,我司既有基本满足各种表面处理的通用型产品,也有某方面性能特别突出(比如高耐热GK08系列、高耐化GK01S系列)的特色产品。
结语
感光显影阻焊油墨做为PCB制造环节的重要材料,至今已经发展了30多年,产品工艺成熟稳定,高端油墨市场长期被外资垄断。
近年以来,国内自主品牌频频发力,进步显著。作为精密工业材料,性能的稳定和可靠是其存在的根本。产品更环保、性能更可靠、使用更高效、成本更低的创新才是符合市场规律的有效创新。相信自主品牌油墨产品一定可以通过不断的技术创新,引领行业发展!