中厚板横焊单面焊双面成形操作技术指导
(1)试件尺寸及要求:
试件材料牌号:16Mn
试件尺寸:300mmx200mmx14mm
坡口尺寸:60°V形坡口
焊接位置:横焊
焊接要求:单面焊双面成形
焊接材料:E5015(E4315)
焊机:ZX7-400
(2)试件装配
①钝边尺寸为1mm,装配间隙为3~4mm。
②清除坡口面及坡口正反两侧20mm范围内的油、锈、水分及其他污物,至露出金属光泽。
③装配:
a.装配间隙:始端为3mm,终端为4mm。
b.定位焊:采用与焊接试板相同牌号的焊条进行定位焊,并在试件反面两端点焊,焊点长度不得超过2mm。
c.预置反变形量为6°。
d.错边量≤1.2mm。
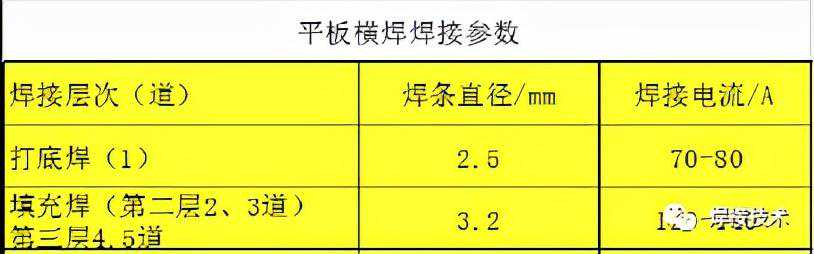
(3)焊接参数
表:
(4)操作要点及注意事项
横焊时熔化金属在自重的作用易下淌,使焊缝上边易产生咬边,下边易出现焊瘤和未熔合等缺陷,所以宜采用较小直径的焊条与焊接电流,多层多道焊,短弧操作。
①打底焊
将试件垂直固定于焊接架上,并使焊接坡口处于水平位置,将试件小间隙的一端置于左侧。
打底焊时,可采用断弧焊或连弧焊进行,应在试件左端定位焊缝上引弧,并稍停预热,然后将电弧上下摆动,移至定位焊缝与坡口连接处,压低电弧,待坡口根部熔化,并击穿,使形成熔孔,就可转入正常施焊。施焊过程中要采用短弧,运条要均匀,在坡口上侧停留时间应稍长。运条方法与焊条角度如图所示。
②填充焊
填充层的焊接采用多层多道焊(共两层每层两道),焊接层次及焊道次序见表,
施焊过程中的焊条角度如图所示。
焊接上、下焊道时,要注意坡口上、下侧与打底焊道间夹角处熔合情况,以防止产生未焊透与夹渣等缺陷,并且使上焊道覆盖下焊道1/3~1/2为宜,以防焊层过高或形成沟槽。
③盖面焊
表面层焊接也采用多道焊(三道),焊条角度如图所示,运条方法采用直线形或圆圈形皆可。
185
上一篇:共襄春熙,中国年里新科技
目录